

Distilling Yield
Dermott Dowling
You can read Colin's bio by clicking the button READ ME
Traditionally, the top topic of conversation we have with distillers is about spirit yield. That’s not to say we don’t have plenty of conversations about varieties, the harvest and product innovation, but understanding yield is really important.
We harvest and malt the very best distilling barley from our amazing farmers in the North East of Scotland to deliver high extract and low nitrogen, which in a typical crop year should convert into roughly 410 litres of pure alcohol per tonne of malt mashed in the distillery.
We’ve distilled some of the conversations we’ve had with distillers over the years, and the tips and hints we’ve picked up from them, into this handy guide about maximising spirit yield. We will also be taking a look at what extract is, how we predict spirit yield and examining some of the tools we employ to help our customers understand where they might be losing out on yield. We’re going to cover:
- Key Certificate of Analysis (CoA) parameters for extract
- Tips for mashing
- How spent grains analysis can guide your troubleshooting
YOU CAN’T EXTRACT WHAT YOU DON’T HAVE
Let’s start with the Certificate of Analysis (CoA). This is crucial to understanding what you’ve been given by the maltster and it sets the bar of what you can achieve. You’ll see on there some numbers which won’t be familiar to all, especially if you’re new to this distilling lark, so let’s take a look at the key ones for yield.
PERCENTAGE SOLUBLE EXTRACT
This is the real guts of the malt that is going to give you the alcohol. It comes from the starchy endosperm of the barley and when well malted should yield easily extractable carbohydrate. We calculate it in the lab by milling 50g of malt through our lab mill with a gap of 0.7mm. This grist is then cooked up with water for an hour at 65°C and is filtered and made up to 450g / 515ml of wort. By measuring the gravity we can calculate how much ‘extract’ is there. Extract is just a catch-all term to describe the “stuff” – be it carbohydrate, protein, beta-glucan – that will float a hydrometer. The Soluble Extract is given as an ‘as is’ percentage on the distilling CoA and is typically 78% IOB (that’s about 80% EBC / ASBC).
MEASUREMENT OF FERMENTABILITY?
Fermentability is a measure of how fermentable the extract wort derived from the malt is, and is determined by fermenting the unboiled laboratory wort produced to determine the soluble extract level. By multiplying the percentage fermentability by the soluble extract value we get the percentage Fermentable Extract.
FERMENTABLE EXTRACT
But wait a minute you ask, isn’t all extract fermentable? Alas no. There are two reasons for this. Firstly, not all extract is sugar in the first place. Some of what floats a hydrometer is solubilised protein which isn’t metabolised by the yeast for alcohol production. Also, if the enzymes aren’t allowed to do their job then the starch won’t be converted into fermentable sugars. This happens by design in beer brewing, where the enzymes are denatured during the boil, and so non-fermentable extract is leftover in the form of dextrins that provide sweetness and, body and mouthfeel in the final beer. This isn’t usually something that distillers want (although distilling high PG washes is a new trend in the USA).
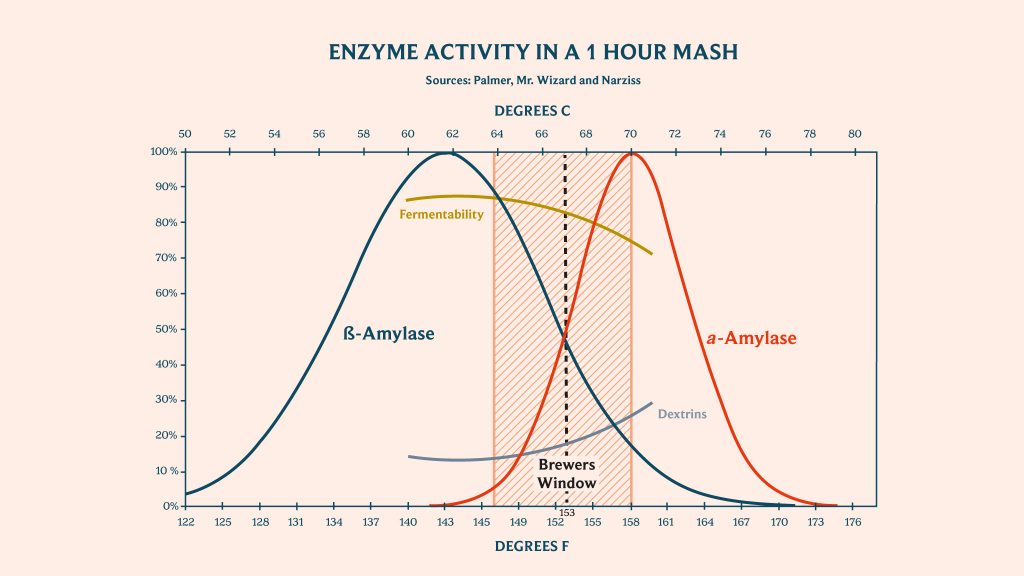
If you want to achieve maximum alcohol yield, then you want all of the starch to be converted into fermentable sugars which requires optimising the mashing conditions for the malt enzymes to do their maximum work in the mash and wash. We are especially concerned with the ß-amylase and limit-dextrinase when it comes to maximising fermentability.
Here is a handy graph as an aide to optimal temperatures for the key distilling enzymes:
PREDICTED SPIRIT YIELD (PSY)
In 1976 a clever chap by the name of Tim Dolan researched and discovered a link between the fermentable extract of the malt and the resultant spirit yield in the distillery. After decades of verification this factor has upheld, despite changes in barley varieties and malting and distilling techniques. The predicted spirit yield (PSY) uses this factor and is calculated by multiplying the value of Fermentable Extract by the empirical factor of 6.06 to obtain the PSY in litres of pure alcohol per tonne (Laa/tonne).
So for example: A malt with Soluble Extract (as is) of 78% and Fermentability of 86%, has Fermentable Extract (78 x 86)/100 = 67%.
The Predicted Spirit Yield (PSY) for this malt is 67 x 6.06 = 406 litres of pure alcohol per tonne.
We now know what we are aiming for in the distillery, provided the wash is fully fermented; the PSY. If you’re boiling the wort because you’re working out of a brewery or are distilling spent beer which has residual sugar, then the CoA PSY can’t be applied.
In an efficient distillery, it is not uncommon to achieve an actual yield of within 1-2% of the PSY. It does rely on barley which is optimised for distilling so we always advise using malts which are designated for this purpose.
It also relies on barley which hasn’t undergone undue stress. In harvest 2018 (crop supply year 2019), distillers struggled to achieve anything like this PSY due to the extreme stress that the barley was placed under in the very dry summer of 2018. This resulted in barley that was not only low in extract, but was also very inconsistent across the country, leading to a wide degree of responses in malting, making for a wide range of performance throughout the industry.
GELATINISATION TEMPERATURE
At the change-over of the malt crop year, we communicate with our customers about any changes in starch gelatinisation temperature. Gelatinisation is the first key stage in solubilising starch and it is a temperature-driven process. It’s the process where water penetrates the starch granules and makes them swell, which allows enzymatic attack. The temperature at which this happens fully can change from year to year and it is sometimes greater than the “textbook” mashing in temperature, which by conventional wisdom in Scotland is 63.5-64°C. Gelatinisation temperature is not reported on the CoA so it is always a good idea to ask your maltster for this, if in doubt.
MASHING TIPS FOR OPTIMISING YIELD
Let’s assume you’ve got a standard mash-tun or semi-lauter tun, calibrated temperature probes, weigher and flow-meters or tank level indicators so you know how much malt, how much water and at what temperature you are adding to the mash. We’re also going to assume you’re milling to the correct distilling grist fractions.
Why did I make these assumptions? Because they all can have a major bearing on the spirit yield.
If you don’t put in the correct amount of malt you might be expecting more spirit than is achievable. A 10kg difference in a 1 tonne mash doesn’t seem like much but it is a 1% difference in extract or 4 litres of pure alcohol.
If you’ve got a dust aspiration system for your whole malt and aren’t adding that dust back into the mash you could be losing valuable extract. Malt with high friability can break apart and produce dust given aggressive handling such as in a pneumatic system. If this dust is aspirated to a waste system you’re throwing away good extract.
On milling, the fineness of the grind has a big bearing on the recoverable extract. Remember the lab extract is done on a 0.7mm grind and a typical distillery mill will be set for 1.6mm between the rollers. Always check each batch of malt milled to ensure optimal grind.
On the temperature, we’ve assumed that full gelatinisation is taking place. It is important to achieve full gelatinisation, and in some crop years this gelatinisation temperature can be similar to or even higher than the optimal temperature for fermentability (ß-amylase optimum). Don’t be afraid to increase the mash bed temperature to allow gelatinisation to happen should it be merited. If fermentability is starting to be compromised, you’ll see this manifest in a rise in final fermentation gravity.
A note on mashing ratios. Conventional wisdom in Scotland is to mash with a first water ratio of 4:1. In brewing this would be considered a very thin mash. We know from brewing science that enzymes are better preserved in a thicker mash, and so if you can thicken the mash to better protect that all-important ß-amylase to maximise fermentability then we would recommend it. Closer to a 3:1 ratio should protect that ß-amylase better than in a thin mash.
We also don’t recommend a lengthy mash stand when it comes to maximising fermentability. The chief aim is to get those all-important enzymes through the heat exchanger and preserved into the washback. ß-amylase can see a reduction of ⅓ after just 10 min mashing (Evans, David EVAN & Wegen, B. & Ma, YF & Eglinton, J.. (2004).
SPENT DRAFF ANALYSIS
A service we provide to our customers is the analysis of draff (spent grain) recovered after mashing. This can provide valuable insights as to how much, if any, extract remains in the grain and has therefore not been carried over in the wort to the washback.
At Crisp we utilise Recommended Methods to analyse spent grains for three important indicators of mash tun performance. We then summarise these results in a small table. The three indicators are Soluble Extract (SE), Total Residual Extract (TRE) and Total Potential Extract (TPE).
Soluble extract (SE) is determined by taking 60g of the draff sample, crushing with a mortar, adding 450ml of distilled cold water and then filtering before measuring the gravity of the extract obtained. A benchmark value for SE would be less than 1% of total available extract. We report the Soluble Extract in Litres Degree Per KG (L°/kg). For a typical distilling malt the available extract is 300 L°/kg (as is) so less than 3L°/kg (1%) would be an acceptable value. Since the soluble extract is predominantly starch derived sugars in an aqueous solution, the presence of SE in the spent grain is really only as a result of leaving residual wort behind after the final water, i.e. not draining the final water fully to the weak worts tank. This could be as a result of cutting the final water volume short, shortening the final water drain off for expediency or miscalculating the initial water volumes which would result in the first scenario. Milling the grist too finely resulting in a compacted bed and a lack of free space for the wort to freely drain could also cause soluble extract to be left in the mash.
Total residual extract (TRE) is determined by taking 30g of the draff sample, crushing, then mashing with 25g of a control malt @ 65°C for 2 hours. The gravity of the extract obtained is then measured. The purpose of this test is to convert any residual gelatinised starch into soluble extract and measure it. An efficient distillery’s spent draff should show less than 1.5% TRE, demonstrating full conversion of starch into extract through the action of amylase activity. In a brewery, the full conversion of starch into extract is determined by a simple iodine test. Saccharification of starch is usually achieved in 15-20 mins, but is very much dependent on the amylase levels in the malt, the mash temperature, mash thickness and the mashing time. A high TRE could indicate issues with temperature control, a lack of amylase enzymes in the malt), too high mashing temperatures thus denaturing enzymes (alpha amylase which is responsible for the saccharification of starch operates in an optimal range of 68-72C –and is denatured at 80C).
Total Potential Extract (TPE) is determined by taking 30g of draff, crushing to make a slurry with 5g of control malt with a total of 125mls of water, boiling for 1 hour, cooling to 65C, adding 20g of control malt and a further 150mls of water, then mashing for 2 hours at 65°C. The gravity of the extract obtained is then measured. An efficient distillery would show TPE level of no more than 2%. The effect of boiling in this test is to ensure all starch is gelatinised and then mashing to ensure that all possible starch is converted to extract. We would expect this value to be <2% for an efficient distillery. This is an excellent measure of whether the required gelatinisation temperature has been reached.
EXAMPLES
To give you an idea of what the draff analysis looks like in the real world, here are some anonymised values from recent samples.
This is the analysis from a smaller distillery in Scotland with a 4-roller mill, semi-lauter tun and 1 tonne mash:

To give you an idea of what a larger efficient distillery might achieve this is a sample from a Speyside customer:

First, you can see a sizeable difference in soluble extract. The residual 2 LDK in the larger distillery shows just how efficient you can be in sparging.
In the small distillery example, there is certainly more to be achieved with total residual extract (TRE) and total potential extract (TPE). They are leaving unconverted sugars in the grain that is having an impact on yield. We noted that the TRE (which is a re-mash at 65°C) and the TPE (which is a re-mash after boiling) are identical which indicates that not all the starch is being gelatinised. On this occasion, we suggested that the mash temp be raised to meet full gelatinisation.
If the TPE was higher than the TRE it would suggest that the 3rd water isn’t hot enough, but since they are identical 3rd water temp isn’t a concern.
LOOK INTO THE TEA LEAVES
There is a lot that can be done in milling and mashing to maximise extract and fermentability, the key watchwords on yield in distilling. But if you feel you’ve done everything you can to optimise the process then consider a draft analysis to help divine the way forward.
If you’re not using Crisp Malt for distilling then do get in touch with us and we are only too happy to help you Brew and Distil Happy and Like a Pro!